SUS304(ばね用ステンレス)0.6 0.5 0.4φ 突合せ溶接
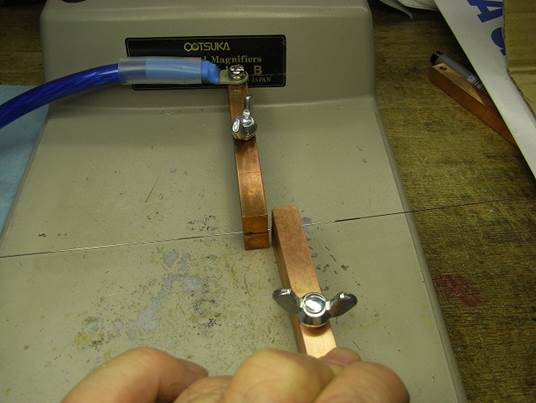
HSW-EB1棒状電極を2本使用したカスタム電極(写真参照)を用いて試験片を挟んで2本を突合せた状態で溶接しました。HSW-03型溶接機はダブルパルス溶接モードにセットし、下記の電圧・パルス幅設定にて溶接いたしました。
0.4φ 14.7V 0.5mS // 0.5φ 10.3V 0.67mS // 0.5φ 22V 0.37S
0.6φ 22V 0.37mS
| 1 | 試験片 | SUS304(ばね用ステンレス)0.6 0.5 0.4φ 突合せ溶接 |
| 2 | 使用機器 | HSW-03 スポット溶接機 |
| 3 | 使用電極 | 実験用カスタム電極 |
| 4 | 機器設定 | HSW-EB1棒状電極を2本使用したカスタム電極(写真参照)を用いて試験片を挟んで2本を突合せた状態で溶接しました。HSW-03型溶接機はダブルパルス溶接モードにセットし、下記の電圧・パルス幅設定にて溶接いたしました。 |
| 5 | 溶接状況 | 電極より突出しているSUS材を極力短くしないと、その部分の温度上昇が大きく熱変性します。エネルギー的にはHSW-02A+HSW-PC1パワーコントローラでも溶接可能ですが、溶接時にスプラッシュが発生することを防止できるダブルパルス機能を備えたHSW-03型機を使用しました。今回、電極は実験用カスタム電極を用いましたが、数を扱うのであれば専用の突合せ溶接用電極を製作するべきだと思います。 |
| 6 | 写真 | |