アルミ板(10mm厚と2mm厚) K熱電対(芯線径0.1mm)
HSW-01A、HSW-PC1(パワーコントローラ)
| 1 | 試験片 | アルミ板(10mm厚と2mm厚) K熱電対(芯線径0.1mm) |
| 2 | 使用機器 | HSW-03 スポット溶接機 HSW-01A、HSW-PC1(パワーコントローラ) |
| 3 | 使用電極 | HSW-TC1(熱電対ピンセット電極) |
| 4 | 機器設定 | HSW-TC1電極を用いて熱電対先端を溶接した後、アルミ板に溶接しました。アルミ板への溶接はHSW-03機で何回か溶接を試みて、8V 100μS で溶接できることを確認。 |
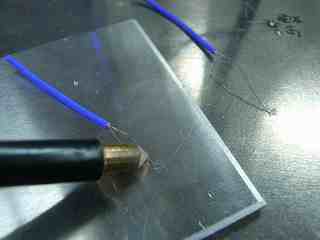
| 5 | 溶接状況 | HSW-03機の代わりにHSW-01A+HSW-PC1(パワーコントローラ)でも溶接可能であることを確認しました。設定値が読めるHSW-03に比べて、パルス幅調整ができないため電圧調整のみで最適点を求めることになりますが、HSW-PC1のボリウム12時方向で溶接いたしました。 ・電極は熱電対側を-、アルミ板側を+としました。アルミ板に熱電対を溶接する際に、電極押下圧力が不足すると、アルミ表面にある酸化膜の影響で、スプラッシュ(火花)が発生し、テスト痕のようにアルミ表面が黒化します。 |
| 6 | 写真 | |