銅-ニッケル クラッド材の可能性と長所 (Ni-Cu-Ni) |
|
|
Ni-Cu-Niクラッド材の利用
|
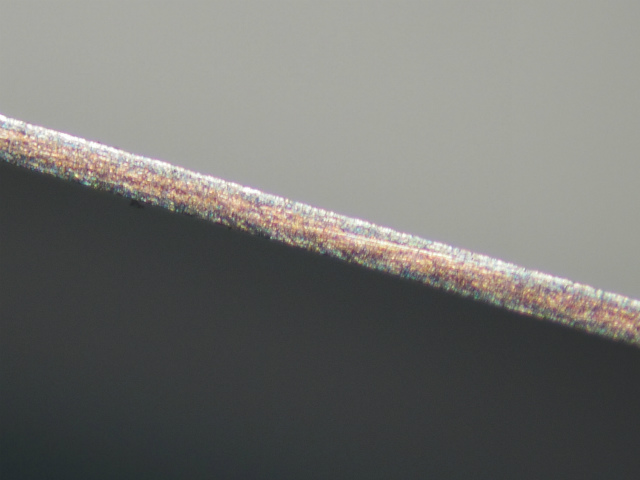 |
異種の金属材料を貼り合わせ(cladding)たものをクラッド材と呼んでいます。(断面の写真)ここではNi-Cu-Ni ニッケル・銅・ニッケル クラッド材を取り上げます。Ni-Cu-Niクラッド材は、銅の特性を生かした低い電気抵抗と、スポット溶接しやすいニッケルの特性を併せ持っています。これ生かして、大容量バッテリーを接続するタブに利用されています。
|
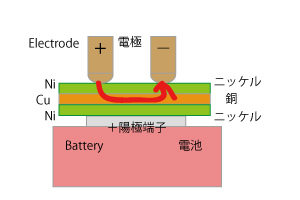 |
ところが、良いことばかりではありません。バッテリー電極への溶接の場合、片面から両方の溶接電極をあてて溶接しますが、
電流はクラッド材の銅の部分を流れて、バッテリーの陽極端子には溶接する事ができません。
普通のニッケル板の場合、ニッケルの電気抵抗がある程度高いために、このままでも溶接は可能なのですが、、、 |
|
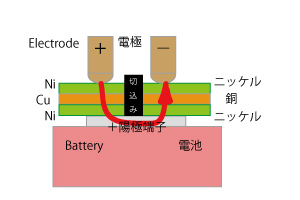
そこでニッケル・銅・ニッケル 電池の電極付近のタブに切り込みを入れて、溶接電流が銅材でバイパスされることを阻止することで溶接が可能になります。 |
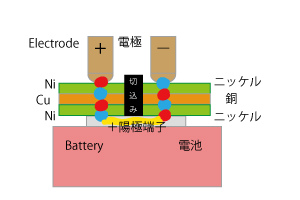 |
良いこともあります。異種金属に電流を流すと発生するペルチェ効果問題です。HSW-01A,02A,03のような直流スポット溶接機では(+)電極側と(-)電極側ではペルチェ効果のよって溶接強度の差が出てしまいます。しかし、Ni-Cu-Niクラッド材を用いることにより図のように両方の電極でペルチェ効果の吸熱と放熱がバランスしますので、2つの溶接スポットの差がほとんど無くなるのです。 |
| |
|
|
|
|
| 切り込みを入れたクラッド材に電極をあてる |
 |
ニッケル・銅・ニッケルクラッド材を使用することで、大電流を取り出す用途に適した電池パックを作成することができます。電気抵抗は同厚同幅のニッケル板に比べて、三分の一になります。切り込みを入れたクラッド材に電極をあてた写真です。 |
| |
|
|
このページは準備中です。 |
|




























