クラッド材の可能性と長所 (Al-Ni) |
≪  もご覧ください ≫ もご覧ください ≫ |
Al-Niクラッド材の利用 |
|
 |
異種の金属材料を貼り合わせ(cladding)たものをクラッド材と呼んでいます。アルミニウム・ニッケル(Al-Ni)クラッド材 特徴はスポット溶接しにくいアルミニウムをニッケルと貼り合わせてアルミニウムをスポット溶接しやすい状態にしている点にあります。
|
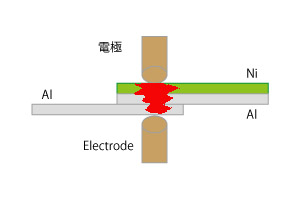 |
アルミ同士の溶接の場合、アルミは導電性が高いためにスポット溶接の電流での発熱が少なく、溶接するには大電流を必要とします。大電流はアルミ箔を一瞬で溶解し火花となって飛び散るため精密な電極圧力や電流の調整が必要です。Al-Niクラッド材では、電極との間にニッケル材が入るためニッケル側から溶接に必要な熱が供給され、その熱によってアルミの電気抵抗も上昇し発熱も始まります。 |
|
こためアルミへの溶接においてアルミを溶接するより、アルミ・ニッケル クラッド材を利用することで安定した溶接が可能になります。 同時に、ニッケルが溶接されることで、半田付けも可能になります。 |
 |
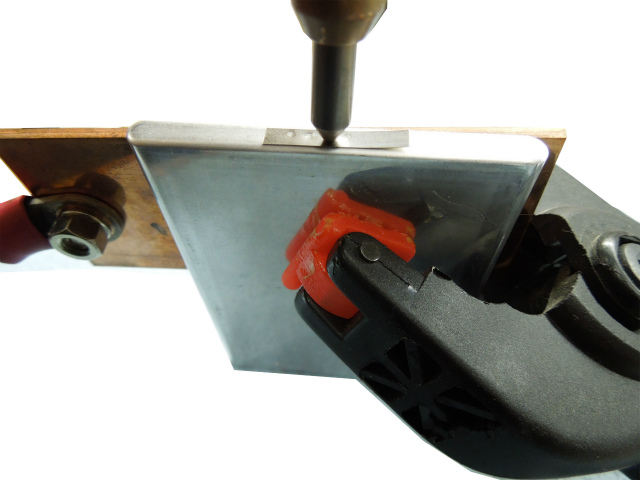
溶接対象のアルミ箔(図中下側)が薄い場合は、溶接電流により溶断しやすくなります。 下側の電極を熱容量の大きな物を用いて放熱を促進してやることによりこれを避けるよう配慮します。また、電流によるペルチェ効果も考慮して、溶断しやすい側で吸熱させ、熱容量の大きなワークに発熱側電極を当てるこも有効です。 |
| |
【留意点】 電極先端Rを大きくし接触面積を大きくする
電圧は12V程度に抑え通電時間を17mS あたりで大きくとる |
|
|
| アルミ・ニッケルクラッド材の利用例 |
 |
アルミ・ニッケルクラッド材を溶接することで、ニッケル部に半田付けしてリード線を引き出すことができます。 HSW-03にて +平板電極をアルミ外装に密着し、PSW-P1 溶接スティックを-極として 17V, 12mS にて溶接 詳細 |
| |
|
 |
アルミ・ニッケルクラッド材をXLRコネクタに溶接することで、ニッケル部に半田付けしてリード線を引き出すことができます。
詳細 |
 |
アルミ・ニッケルクラッド材をアルミホイルに溶接することで、ニッケル部に半田付けしてリード線を引き出すことができます。 詳細 |
| |
|
 |
アルミ・ニッケルクラッド材をリチウムイオン電池のアルミ箔リードに溶接することで、ニッケル部に半田付けすることができるようになります。 詳細 |
|
|
 |
直接溶接する事が困難なアルミとステンレスメッシュも、アルミ・ニッケルクラッド材を間に入れて溶接すること溶接が容易になります。 詳細 |
| |
|
|




























