|
|
|
熱電対を測定対象に溶接する
|
|
熱電対を測定対象の金属に固定する方法の一つとして溶接があります。 スポット溶接は、ろう付けと異なり、一瞬で溶接を完了しますので、対象物に与える影響も最小限にすることができます。測定対象物が高温になる金属の場合、接着剤やテープ、半田が熱で溶けてしまい熱電対を固定することが困難ですので、スポット溶接は非常に有効な方法です。
|
|
金属種(厚さ) |
HSW-01A |
|
|
| ステンレス 0.2 t |
◎ |
◎ |
◎ |
| ステンレス 0.5 t |
◎ |
◎ |
◎ |
| ステンレス部品 3t以上 |
○ |
◎ |
◎ |
| リン青銅 0.2 t |
◎ |
◎ |
◎ |
| 洋白 0.2 t |
◎ |
◎ |
◎ |
| 真鍮 0.2 t |
△ |
クロメル◎
アルメル△ |
◎ |
| アルミニウム 1.0 t |
× |
× |
※Al-Niクラッド |
| アルミニウム 0.2 t |
△ |
○ |
◎ |
| アルミニウム 0.07t |
○ |
◎ |
◎ |
| モリブデン 3.0 t |
○ |
◎ |
◎ |
※HSW-01Aは、パワーコントローラ(HSW-PC1)付加すること。
※Al-Niクラッド ・・・ アルミ・ニッケルクラッド材を溶接し、その上に熱電対を溶接することで可能
|
HSW-01A |
|
|
| ステンレス 0.2 t |
◎ |
◎ |
◎ |
| ステンレス 0.5 t |
◎ |
◎ |
◎ |
| ステンレス部品 3t以上 |
△ |
◎ |
◎ |
| リン青銅 0.2 t |
◎ |
◎ |
◎ |
| 洋白 0.2 t |
◎ |
◎ |
◎ |
| 真鍮 0.2 t |
× |
クロメル◎
アルメル△ |
◎ |
| アルミニウム 1.0 t |
× |
× |
※Al-Niクラッド |
| アルミニウム 0.2 t |
△ |
○ |
◎ |
| アルミニウム 0.07t |
○ |
◎ |
◎ |
| モリブデン 3.0 t |
△ |
◎ |
◎ |
| 鉄鋳物部品 5t 以上 |
○ |
○◎ |
◎ |
| 銅ニッケル合金 5.0t |
|
|
◎ |
※HSW-01Aは、パワーコントローラ(HSW-PC1)付加すること。
※Al-Niクラッド ・・・ アルミ・ニッケルクラッド材を溶接し、その上に熱電対を溶接することで可能
|
HSW-01A |
|
|
| ステンレス 0.2 t |
◎ |
◎ |
◎ |
| ステンレス 0.5 t |
◎ |
◎ |
◎ |
| リン青銅 0.2 t |
◎ |
◎ |
◎ |
| 洋白 0.25 t |
◎ |
◎ |
◎ |
| 真鍮 0.2 t |
△ |
◎ |
◎ |
| アルミニウム 0.2t |
× |
× |
◎ |
| アルミニウム 0.07t |
○ |
◎ |
◎ |
| モリブデン 3.0 t |
|
○ |
◎ |
| 鋼(SKD11) 20mm厚 |
○ |
◎ |
◎ |
直径10mm、肉厚1mmCu管 |
× |
× |
クロメル側△
アルメル側×
CL1,P2 |
|
HSW-01A |
|
|
| ステンレス 0.2 t |
|
◎ |
◎ |
| ステンレス 0.5 t |
|
◎ |
◎ |
| ステンレス部品 3t以上 |
|
○ |
○◎ |
| リン青銅 0.2 t |
|
<評価中> |
コンスタンタン◎ 銅○ |
| 洋白 0.25 t |
|
<評価中> |
<評価中> |
| 真鍮 0.2 t |
|
◎ |
◎ |
| アルミニウム 0.2 t |
|
コンスタンタン◎ 銅× |
◎ |
| アルミニウム 0.07t |
|
<評価中> |
◎ |
| モリブデン 3.0 t |
|
◎ |
◎ |
金属種 (厚さ) |
HSW-01A |
|
|
| ステンレス 0.2 t |
|
<評価中> |
◎ |
| ステンレス 0.5 t |
|
<評価中> |
◎ |
| リン青銅 0.4 t |
|
<評価中> |
コンスタンタン◎ 銅△○ |
| 洋白 0.25 t |
|
<評価中> |
<評価中> |
| 真鍮 0.2 t |
|
<評価中> |
ココンスタンタン◎ 銅△ |
| アルミニウム 0.2t |
|
<評価中> |
コンスタンタン○ 銅× |
| アルミニウム 1.0t |
|
<評価中> |
コンスタンタン△ 銅× |
| モリブデン 1.0 t |
|
<評価中> |
コンスタンタン○ 銅× |
| チタン 0.5 t |
|
<評価中> |
◎ |
| 鋼(SKD11) 20mm厚 |
コンスタンタン△ 銅× |
コンスタンタン○ 銅× |
コンスタンタン◎ 銅△○ |
|
|
|
|
|
熱電対の溶接<右ボタン→再生で動画を再生>
Macは control クリック→再生 |
熱電対を鋼板に溶接<右ボタン→再生で動画を再生>
Macは control クリック→再生 |
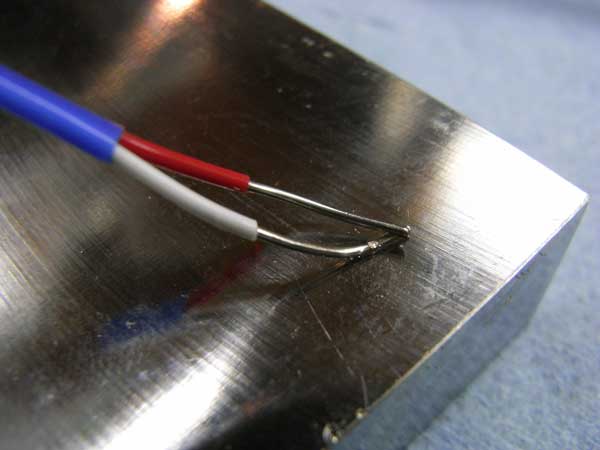
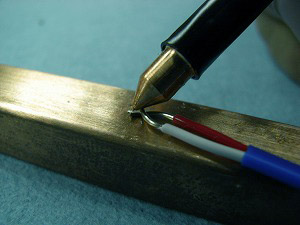
(1) 0.65φのK型熱電対を、棒状電極上で溶接ペンを用いて溶接。(写真左)
(2)
(+)極を接続した棒状電極を鋼板にあて(写真右)
(3)
(1)で作成した熱電対の接点部を鋼板にのせて、その上から(-)極を接続した溶接ペンを押し付けます。
(4)
HSW-03機では、電圧15V, パルス幅 1.5mS にて熱電対を鋼板に溶接しました。 |
|
|
 熱電対を半田コテ先に溶接(下に平板電極ー小手先ーK熱電対ー溶接ペン電極) 熱電対を半田コテ先に溶接(下に平板電極ー小手先ーK熱電対ー溶接ペン電極) |
|
動画はメモ代わりで撮ったので見難くてすみません。
|
データロガーで温度変化を記録、コテ先に半田を供給すると温度が下がるのが判ります。
|
|
|
 |
K型熱電対を鋼(SKD11)に溶接 (HSW-01A/02A)
・電極はHSW-EB1と溶接ペン(標準装備)使用
・心線径 0.65mm(写真) では、アルメル・クロメル
どちら側もブロックに溶接可能 |
| |
|
| |
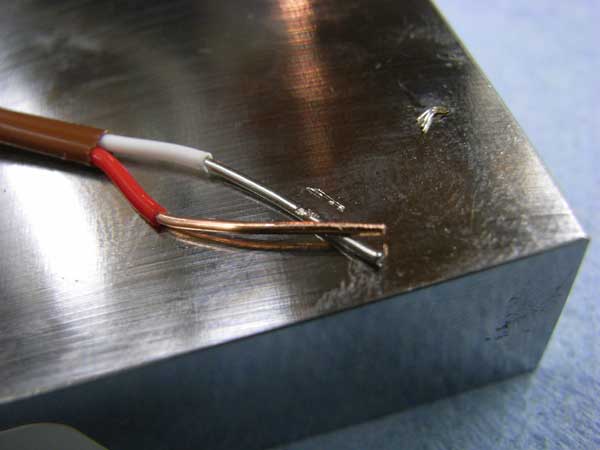
T型熱電対を鋼(SKD11)に溶接 (HSW-01A/02A) |
| |
・電極はHSW-EB1と溶接ペン(標準装備)使用
・心線径 0.65mmでは、コンスタンタン側は溶接可能,
銅側は不可
・銅線の溶接は、HSW-02Aの使用で心線径0.5mm
以下なら可能と思われますが、今後検証して
まいります
。(根拠ページ) |
|
熱電対をモリブデンに溶接
|
|
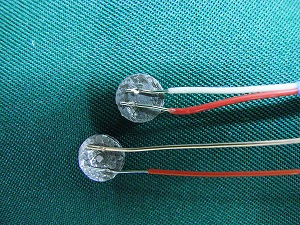 |
外形5mmのモリブデン棒(MVB)を3mm厚にスライスした素材に、熱電対を溶接しています。
K熱電対(素線径0.3mm) (上)
T熱電対(素線径 0.4 ,0.2mm) (下)
<HSW-02AとHSW-EB1を利用>
溶接可否を調べるため個別に溶接しました
機種別状況は、こちらをご覧ください。 |
| |
|
プリント基板への溶接
|
|
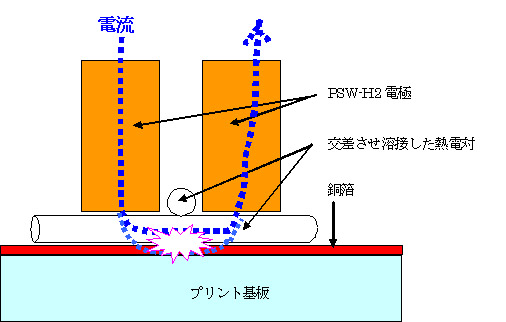
プリント基板の温度測定を行うため、銅箔に熱電対を溶接したい場合があります。下の写真では、心線径0.32mmのK型熱電対を、HSW-02A機を利用してプリント基板に溶接しました。プリント基板の銅箔は20μ
程度と
薄いため、電力が小さければ熱電対は基板の銅箔に溶着せず、逆に大きすぎれば銅箔は焼き切れて剥離します。(本例は、HSW-02A+HSW-PC1にPSW-H3電極を使用、電圧15V,パルス幅200μSで溶接しました) |

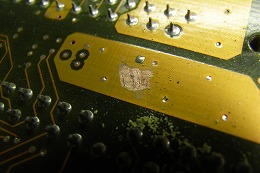 あらかじめ先端を溶接し、基板のレジストは除去
あらかじめ先端を溶接し、基板のレジストは除去 |
|
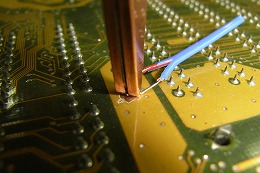 溶接ペンでも溶接可能ですが、
溶接ペンでも溶接可能ですが、
ここでは、PSW-H2電極を使用 |
 強度を上げるためグルーで固定
強度を上げるためグルーで固定
|
|
|
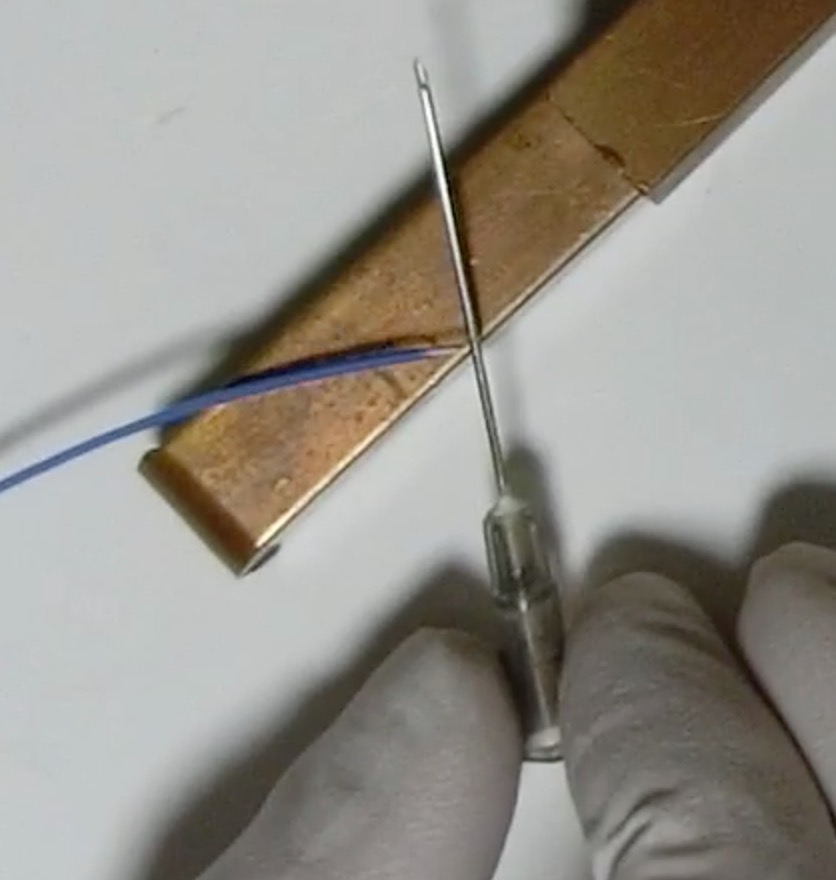
| 注射針への溶接 |
 |
 |
|
刺激電極にも使えパイプは潰れず刺激電極としての利用も開けます。 アルメルクロメル熱電対 φ0.1mm
|
|
|
|
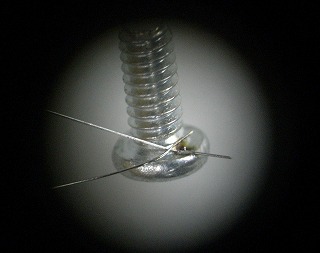
| 各種部品への溶接 |
 |
 |
|
M 1.2の小ネジに太さ0.05mmのK熱電対溶接した例です。HSW-03機とHSW-TC1電極を用いて、アルメル線とクロメル線を溶接した後、棒状電極上に置いた小ネジに熱電対を電圧5.4V、パルス幅80μSで溶接いたしました。HSW-03機の代わりに
HSW-02A +HSW-PC1でも同様に溶接可能ですが、設定値が読める
HSW-03 を使用しました。
|
|
|
直接測定対象の金属に熱電対を溶接することが困難な場合
|
| |
|
|
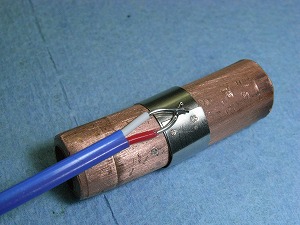
(1)熱電対の接点部を溶接します。
(2)銅管にニッケル板をバンド状に溶接

(3)ニッケル薄板に熱電対を溶接
|
直径10mm、肉厚1mmの銅管に2点で溶接
上の方法では溶接強度不足の場合、銅管にニッケル薄板を巻き、ニッケル薄板に熱電対を溶接することで、熱応答は遅くなりますが強度は上げられます。
|
|
|
 熱電対の溶接は肉眼で行いましたが、
熱電対の溶接は肉眼で行いましたが、
状態確認と写真撮影には顕微鏡を用いました。 |
| HSW-03型機では、溶接電流パルス幅に加えて溶接電圧も調節可能なため、HSW-02A型機で必要だった
パワーコントローラも不要です。さらにLCDパネルに値が表示されるため、HSW-02Aよりも、最適値の再現性が高くなります。また、フットスイッチが付属し、HSW-02Aの2倍の溶接容量を有するため、厚手の金属材料の溶接など幅広く利用可能です。
|