|
鋼 板 (鉄) (SS・SK) Steel Film |
種別(板厚mm) |
SK 0.2 |
SS0.23 |
SK0.3 |
SK0.4 |
SK0.5 |
|
|
HSW-01A |
◎ |
△ |
× |
× |
|
|
|
HSW-02A |
◎ |
◎ |
◎ |
◎ |
○ |
|
|
HSW - 03 |
◎ |
◎ |
◎ |
◎ |
評価中 |
|
|
|
| |
|
【注】 同じ厚さの鋼板同士を溶接しております
【電極】 棒状電極と溶接ペン<詳細>又は溶接ピンセット(HSW-W2)を使用
【評価】 2点(4点)で溶接し、剪断方向に引張荷重をかけた評価 <評価方法>
【備考】 厚の異なる場合、薄いほうのワークが◎ならば、ほとんどの場合溶接可能です。 |
|
|
鋼板(SS鋼 0.23mm厚)の溶接強度
|
 |
【実施日】2007年11月4日
【使用機】HSW-02A と 溶接ピンセット(HSW-W2)
25kgfばね秤による簡易測定
【試験片】SS鋼 0.23mm厚 を5mm重ね2点を溶接
【結果】① 10kgf 90分 OK
② 20kgf 120分 異常なし |
鋼板(SK鋼 0.5mm厚)溶接強度
|
鋼板(SK鋼 0.5mm厚)溶接強度
|
【実施日】2007年11月4日
【使用機】HSW-02A と 溶接ピンセット(HSW-W2)
【試験片】SK鋼 0.4mm厚 を10mm重ね2点を溶接
【結果】① 10kgf 90分 OK
② 20kgf 120分 異常なし |
【実施日】2007年11月4日
【使用機】HSW-02A と 溶接ピンセット(HSW-W2)
【試験片】SK鋼 0.5mm厚 を10mm重ね2点を溶接
【結果】① 10kgf 90分 OK
② 20kgf 90分 異常なし |
|
| |
S50C,SS400,SKD11鋼
ブロック + 異種金属 Steel Plate + etc.
|
| |
S50C鋼ブロック
(16x60x60mm)
SS400,SKD11 でも
同様に確認済

|
 |
| Ni(0.08) Ni(0.15) 鋼(0.12) 黄銅(0.2) リン青銅(0.2) 洋白(0.2) SUS(0.2) |
機種 |
Ni 0.08 |
Ni 0.15 |
SS 0.2
|
真鍮0.2 |
リン青銅0.2 |
洋白板
0.2 |
SUS0.2 |
銅板0.2 |
銅線0.2 |
銅線0.45 |
HSW-01A |
|
|
|
|
|
|
|
|
|
|
HSW-02A |
|
|
◎ |
|
◎ |
|
◎ |
× |
|
○ |
HSW-03 |
◎ |
◎ |
◎ |
◎ |
◎ |
◎ |
◎ |
評価中 |
◎ |
◎ |
|
| |
|
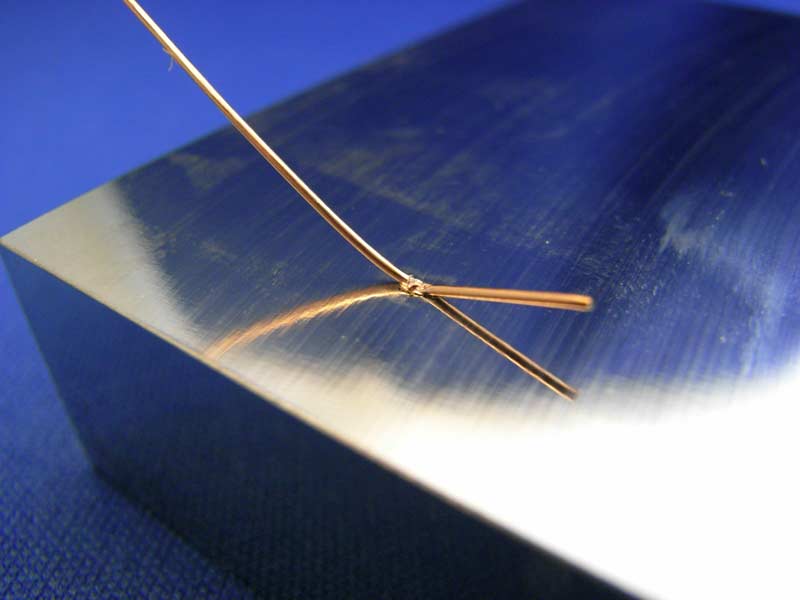
鋼
ブロック(S50C,SS400,SKD11) + 銅線 Steel Plate + Copper Wire
|
|
鋼ブロック(S50C,SS400,SKD11)と
0.45mm銅線
(写真クリックで拡大) |
|
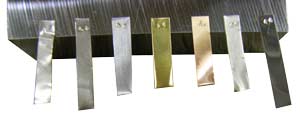
金型 + シム板 Metal Mold + Shim
|
 |
0.5mm以下のシム板を、金型に溶接
電極は溶着の少ない、溶接スティック(PSW-P2)を用いました。クリップ電極を利用できない場合は、HSW-EB1棒状電極を金型に押し当て同様に溶接します。溶接痕を減らし、必要な強度を確保するために、電圧、パルス幅、電極先端形状を調節します。 |
|
鋼 ブロック穴埋め(+スチールウール) Metal Mold + Steel wool
|
|
ブロックにあいたφ3深さ3の穴をスチールウールを利用して穴埋め作業です。HSW-03機のシームモードを利用しております。電極は溶接スティックにタングステン電極を装着しております。 |
| 写真をクリックすると別ウィンドウで動画が再生されます。 |
|
鋼(SKD11) + 熱電対 Steel Plate + Thermocouple |
鋼(SKD11 10mm厚)に K熱電対 先端部を溶接 |
K型クロメル・アルメル線径(mm) |
0.025 |
0.1 |
0.32 |
0.65 |
備考
|
HSW-01A |
△※1 |
◎※1 |
◎※1 |
○※1 |
|
HSW-02A |
◎※1 |
◎※1 |
◎※1 |
◎※1 |
|
HSW-03 |
◎ |
◎ |
◎ |
◎ |
|
|
|
|
| |
| |
表の中で使用した記号の意味 |
【溶接強度 ◎○△× 記号の意味】
板材の場合、ほとんどの場合2点で溶接を行って評価しました。
◎ |
・十分に機械的な強度が得られた状態で、金属片同士なら20kgf程度の荷重に耐えられるます。
・また、電池やラグの場合は、5kgf以上耐えられる状況で◎を付してあります。 |
○ |
・◎ の半分程度しか強度がない状態です。電気的にはしっかり接合しております。
・
十分とはいえませんが、用途により使用可能な状態です。 |
△ |
・電気的な接続はありますが、溶接部を指先で比較的容易に剥離可能です。
・2m程度の高さから、コンクリートの床に落としても剥離することはないが、継続的に3kgfまで耐えられなかったものに与えております。
・
用途としては、ロー付けを行う場合の仮固定や、電気的な接続が必要だが力のかからない部分の一時的な接合を想定しております。 |
× |
溶接できない。若しくは 1mの高さからコンクリートの床に落として剥離した場合に与えました。 |
|
強度試験器による測定結果はこちらをご覧ください。 |
| |
|