| |
銅 線 Copper Wire |
機種 |
銅線 0.45φ |
|
HSW-01A |
× |
|
HSW-02A |
× |
|
HSW-03 |
◎ |
|
|
 |
 |
 |
表面 |
裏面 |
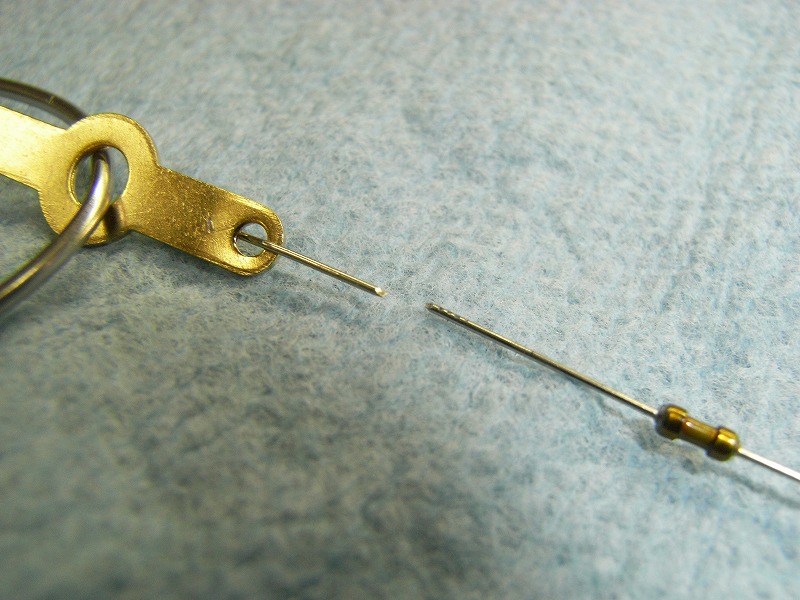
押下圧力が弱くスプラッシュ |
HSW-03 と 棒状電極(HSW-EB1)・溶接ペンを用いて溶接しました。 |
|
【注】 電極の押下圧力が弱いと写真(右)のようにスプラッシュし電極に溶着しますが、
押下圧力が強すぎると発熱が少なく溶接できませんでした。適度な圧力が必要でした。
【電極】 棒状電極(HSW-EB1)と溶接ペンを使用 、溶接ピンセット使用可能
【評価】 1点で溶接し、剪断方向に引張荷重をかけ評価
【備考】 |
 |
|
銅 板 Copper Film
|
機種 |
銅板 0.15t- 銅板 0.15t
|
銅板 0.05t- 銅板 0.05t |
HSW-01A |
×
|
× |
HSW-02A |
×
|
評価中 |
HSW-03 |
△×
|
評価中 |
|
【注】
【電極】 溶接ピンセット電極(HSW-W2)を使用・・・推奨
棒状電極(HSW-EB1)と溶接ペン <棒状電極-銅板-銅板-溶接ペン>
【評価】 2点で溶接し、剪断方向に引張荷重をかけた評価
【備考】 間にニッケルを挟むことで溶接可能な場合あり → Cu-Ni-Cu クラッド材の使用 |
|
| |
リン青銅板 Phosphor Bronze Film |
機種 |
リン青銅板 0.4t |
ステンレス 0.1t |
アルミニウム0.1t |
HSW-01A(リン青銅板 0.4t) |
評価中 |
評価中 |
評価中 |
HSW-02A(リン青銅板 0.4t) |
評価中 |
評価中 |
評価中 |
HSW-03(リン青銅板 0.4t) |
◎ |
◎ |
◎ |
|
| |
|
リン青銅(C5191)は、銅にすずとリンを加えた合金で、引っ張り強度も大きく、電極用のばね材としてよく用いられます。不純物として鉛を含むものもありますが、その含有率は低くRoHSでも問題ないようです。
導電率や熱伝導率は、ニッケルに近いため、スポット溶接も、ほぼニッケルと同様にできます。左は、使い捨ての組電池ユニットでの使用例です。
|
金属の電気伝導率と熱伝導率(室温) |
金属名 |
電気伝導率 |
熱伝導率
W/(m・k)) |
金 |
45.5 |
320 |
銀 |
61.4 |
420 |
銅 |
59.0 |
390 |
アルミニウム |
37.4 |
236 |
リン青銅 |
13~15 |
133 |
ニッケル |
14.5 |
113 |
ステンレス |
6~9 |
15~25 |
鉄 |
9.9 |
84 |
|
 |
【注】 左は0.4tリン青銅板と0.1tアルミニウムをHSW-03機
【電極】 平板電極(HSW-FB2)と
溶接スティック(PSW-P2)
<平板電極-アルミ-リン青銅-溶接スティック>
【評価】 2点で溶接し、剪断方向に引張荷重をかけた評価
【備考】 溶接部でアルミ側材料破断 ◎ |
| |
|
リン青銅板 + 電池 Phosphor Bronze Film + Battery
|
機種(板厚・金属種) |
単4アルカリ乾電池 |
単3アルカリ乾電池 |
LR44(GP) |
HSW-02A (0.15tリン青銅) |
◎ |
◎ |
◎ |
HSW-02A (0.2tリン青銅) |
◎ |
◎ |
◎ |
HSW-03 (0.15tリン青銅) |
◎ |
◎ |
◎ |
HSW-03 (0.2tリン青銅) |
◎ |
◎ |
◎ |
|
【注】 ※ ニッケル板に切り込みを入れることにより◎となる もしくは 切り込み推奨
【電極】 溶接ペン又は溶接スティック(PSW-P2)又はタブ用ワンハンド電極(PSW-H3)を使用
【評価】 2点で溶接し、剪断方向に引張荷重をかけた評価 <評価方法> 電池・リン青銅評価<評価方法>
【備考】 電極がニッケルに溶着しにくく、作業しやすいタブ用ワンハンド電極(PSW-H3)の使用をお勧めします。 |
表中にあるニッケル板の寸法
上記表中表記(型番) |
厚さ |
幅 |
N12 (HSW-N12) |
0.08mm |
3.2mm |
N25 (HSW-N25) |
0.15mm |
3.2mm |
N64 (HSW-N64) |
0.15mm |
6.4mm |
N74 (HSW-N74) |
0.25mm |
6.4mm |
|
|
|
リン青銅板(0.2mm厚) |
リン青銅板(0.2mm厚) |
|
|
【実施日】2007年11月4日
【使用機】HSW-01A と 溶接ピンセット(HSW-W2)
【試験片】リン青銅 0.2mm 厚 を 2点 で溶接
【結果】① 8kgf 60分 OK
② その後
10kgf まで加えると破断 |
【実施日】2007年10月29日

【使用機】HSW-02A と 溶接ペン(標準添付)
【試験片】リン青銅 0.2mm 厚 と 単3電池負極
【結果】① 5kgf 90分 OK
② その後
8kgf まで加えると破断 |
| |
|
銅板 + ステンレス,ニッケル板 Copper + Stainless-steel 、Ni |
機種 |
銅板 0.15t -SUS 0.1t |
銅板 0.15t -Ni 0.15t |
銅板 0.15t -Ni 0.1t |
HSW-01A |
△ |
× |
- |
HSW-02A |
○ |
△ |
△ |
HSW-03 |
◎ |
◎ |
◎ |
|
【注】
【電極】 溶接ピンセット電極(HSW-W2)を使用・・・推奨
棒状電極(HSW-EB1)と溶接ペン <棒状電極-銅板-銅板-溶接ペン>
【評価】 2点で溶接し、剪断方向に引張荷重をかけた評価
【備考】 |
| |
|
銅 ・リン青銅 + 熱電対 Copper + Thermocouple |
リン青銅 にK型熱電対 を溶接 |
熱電対素線径(mm) |
0.025 |
0.1 |
0.32 |
0.65 |
備考
|
HSW-01A |
×※1 |
○※1 |
◎※1 |
△ |
HSW-02A |
◎※1 |
◎ |
◎ |
○ |
|
HSW-03 |
◎ |
◎ |
◎ |
◎ |
|
銅(1mm厚)にK熱電対 を溶接
|
銅(0.15mm厚)にK熱電対を溶接
|
熱電対素線径(mm) |
0.025 |
0.1 |
0.32 |
0.65 |
0.32
|
0.65 |
HSW-01A |
× |
× |
× |
× |
× |
× |
HSW-02A |
|
|
|
×※2 |
△※4 |
△※4 |
HSW-03 |
|
|
△ |
△※3 |
◎○※4 |
◎○※4 |
|
【注】 ※1 パワーコントローラ(HSW-PC1)が必要です。
※2 心線径 0.65mmでは、クロメル側は△,アルメル側は×
※3 心線径 0.65mmでは、クロメル側は◎ アルメル側△
※4 銅板側も熱集中させる必要から、棒状電極や平板電極は不適。溶接ピンセットや溶接スティックを
使用してください。 <熱電対の溶接に関する記述はこちら>
銅(1mm厚)に T型熱電対 を溶接
|
銅(0.15mm厚)に T型熱電対 を溶接
|
熱電対素線径(mm) |
0.025 |
0.1 |
0.32 |
0.65 |
0.32 |
0.65 |
HSW-01A |
|
|
|
× |
× |
× |
HSW-02A |
|
|
|
× |
△※4 |
×※4 |
HSW-03 |
|
|
△ |
△ |
○※4 |
○※4 |
コンスタンタン線側は溶接可能,銅線側は不可もしくは困難
※4 銅板側も熱集中させる必要から、棒状電極や平板電極は不適。溶接ピンセットや溶接スティックを
使用してください。
|
| |
|
真ちゅう(黄銅) 板+線 Blass Film + Wire
|
機種 |
板0.2t-板0.2t |
板0.3t-板0.3t |
板0.2t-板1.5t |
板0.5t-板0.5t |
板1.0t-板1.0t |
線0.5φ-線0.5φ |
板0.2φ-銅線0.4φ |
HSW-01A |
評価中 |
評価中 |
× |
× |
× |
× |
|
HSW-02A |
○ |
評価中 |
評価中 |
× |
× |
◎※1 |
|
HSW-03 |
◎ |
○ |
△ |
× |
× |
◎ |
◎ |
|
【注】 ※1 パワーコントローラ(HSW-PC1)を使用
0.3t以上の溶接にあっては、電極圧力はスプラッシュが出ない程度に弱いほうが良いようです。
【電極】 棒状電極(HSW-EB1)と溶接ペンを使用
【評価】 数点で溶接し、剪断方向に引張荷重をかけた場合の電池に準ずる
【備考】 仮着用途に関して、現在再評価中 |
|
真ちゅうラグ(ニッケルメッキ) と ニッケル箔,アルミ箔
機種\厚mm |
ニッケル 0.15mm |
アルミ 0.1mm |
アルミ 0.15mm |
HSW-01A(ラグ) |
× |
× |
× |
HSW-02A(ラグ) |
◎ ※1 |
○・△ ※2 |
○・△ ※2 |
HSW-03(ラグ) |
◎ |
◎ |
評価中 |
|
| |
 |
【注】 真鍮ラグ0.2t+ニッケル0.15t
【電極】 棒状電極(HSW-EB1)と溶接スティックを使用
<溶接時の電極と重ね順>
※1 棒状電極-ニッケル-ラグ板-溶接スティック
【評価】 2点で溶接し、剪断方向に引張荷重をかけた評価
【備考】 材料破断 |
 |
【注】 真鍮ラグ0.2t+アルミ0.1t
【電極】 棒状電極(HSW-EB1)と溶接ペンを使用
<溶接時の電極と重ね順>
※1 棒状電極-ニッケル-ラグ板-溶接ペン
※2 棒状電極-アルミ-ラグ板-溶接ペン
【評価】 2点で溶接し、剪断方向に引張荷重をかけた評価
【備考】
ラグ板溶接強度試験結果
ラグ板+Ni 0.08t ・・・6kgw 1min異常なし
ラグ板+Ni 0.15t・・・10kgw 1min異常なし
ラグ板+ Al 0.15t・・・0.2~1kgw で破断
|
|
|
|
真ちゅうラグ と IV線,抵抗 |
機種\直径・厚mm |
IV線(銅0.4φ×7本) |
1/6W抵抗 0.4φ |
HSW-01A(ラグ) |
× |
× |
HSW-02A(ラグ) |
× |
◎ |
HSW-03(ラグ) |
評価中 |
◎ |
|
|
|
|
|
表の中にある記号の意味 |
【溶接強度 ◎○△× 記号の意味】
板材の場合、ほとんどの場合2点で溶接を行って評価してあります。
◎ |
・十分に機械的な強度が得らた状態で、金属片同士なら20kgf程度の荷重に耐えられるます。
・また、電池やラグの場合は、5kgf以上耐えられる状況で◎を付してあります。 |
○ |
・◎ の半分程度しか強度がない状態です。電気的にはしっかり接合しております。
・
十分とはいえませんが、用途により使用可能な状態です。 |
△ |
・電気的に接合するも、溶接部を指先で比較的容易に剥離可能です。
・2m程度の高さから、コンクリートの床に落としても剥離することはないが、継続的に3kgfまで耐えられなかったものに与えております。
・
用途としては、ロー付けを行う場合の仮固定や、電気的な接続が必要だが力のかからない部分の一時的な接合を想定しております。 |
× |
溶接できない。若しくは 1mの高さからコンクリートの床に落として剥離した場合に与えております。 |
|
|